
發布日期:2022-12-05 10:09 瀏覽次數:
本標準規定了耐火材料高溫抗折強度試驗方法的原理、設備、試樣、試驗步驟、結果計算及試驗報告等。
本標準適用于定形和不定形耐火材料。
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 4513.5 不定形耐火材料 第5部分:試樣制備和預處理(GB/T 4513.5-2017,ISO 1927-5:2012,MOD)
GB/T 4513.6 不定形耐火材料 第6部分:物理性能的測定(GB/T 4513.6-2017,ISO 1927-6:2012.MOD)
GB/T 7321 定形耐火制品試樣制備方法
GB/T 8170 數值修約規則與極限數值的表示和判定
GB/T 10325 定形耐火制品驗收抽樣檢驗規則(GB/T 10325-2012,ISO 5022:1979,NEQ)
下列術語和定義適用于本文件。
3.1
抗折強度 modulus of rupture
具有一定尺寸的耐火材料條形試樣,在三點彎曲裝置上所能承受的最大應力。
3.2
試驗溫度 test temperature
試樣張力面中點的溫度(見5.3)。
將試樣加熱到試驗溫度,保溫至規定的溫度分布,以恒定的加荷速率施加應力直至試樣斷裂。
5.1 加荷裝置
5.1.1 加荷裝置應具有兩個下刀口和一個上刀口,三個刀口應互相平行。對于標準試樣兩個支承刀口之間的距離為(125±2)mm。上刀口應放置在兩個下刀口的正中,精確至±2mm(見圖1)。
注:對于其他尺寸的試樣,跨距可進行相應調整。
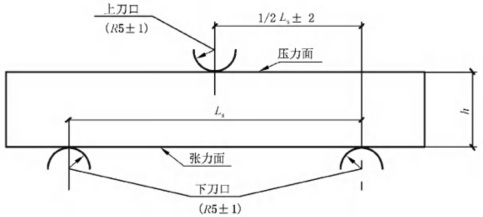
圖1 彎曲裝置原理圖
5.1.2 刀口和試樣在試驗溫度下接觸時應不發生任何反應。
5.1.3 刀口長度比試樣寬度應至少長5mm,刀口的曲率半徑應為5mm±1mm,使用過程中刀口應定期檢查,以保證其曲率半徑符合規定。
5.1.4 兩個下刀口應在同一水平面上,其間距應在室溫下測量,精確至±0.5mm。
5.1.5 加荷裝置應能以規定的加荷速率(見7.2.2)對試樣的中部均勻地加荷,并應具備記錄或指示試樣斷裂時載荷的裝置,示值精度應為±2%。
5.2 試驗爐
5.2.1 試驗爐應能同時加熱加荷裝置和試樣,并且在試驗時使試樣上溫度均勻分布,溫差不超過±10℃。
5.2.2 對于含炭等易氧化試樣,試驗爐中試樣周圍的氣氛應是中性的或還原性的,以保護試樣免于氧化。試驗后試樣折斷處的表面與斷面應無氧化變色。為此,應采取下列措施之一:
——用氣密的試驗爐,通入純凈的氬氣或氮氣等保護性氣體;
——用非氣密的試驗爐,用匣缽以石墨粉埋覆試樣。
5.2.3 爐子氣氛為空氣或其他指定的氣體,應經相關方同意。
5.3 溫度測量裝置
5.3.1 應在試樣張力面中點附近用校準的熱電偶測量溫度。
5.3.2 試驗期間應使試樣張力面中點的溫度保持在試驗溫度下。
5.4 游標卡尺
分度值不大于0.05mm。
6.1 數量
6.1.1 定形耐火材料樣品的數量按GB/T 10325進行,也可按由相關方商定。
6.1.2 定形耐火材料的制備按照GB/T 7321進行。從每塊磚上切取的試樣數量由相關方確定,從每塊磚上切取的數量應相同,并在報告中注明。
6.1.3 不定形耐火材料的制備按GB/T 4513.5進行,每組試樣數量應不少于3個。
6.2 形狀和尺寸
6.2.1 通常情況下,定形制品試樣應為長方體,橫截面為(25±1)mm×(25±1)mm,長約為150mm,每個試樣長度方向上的相對面應相互平行,允許偏差不超過±0.2mm,橫截面的對邊應相互平行,允許偏差不超過±0.1mm,應保證試樣表面平滑,棱角完整。如果采用其他的尺寸,試樣的尺寸變化按5mm的間隔進行。試樣長度的最小值為100mm,寬度和高度的最小值為10mm。
注:8.1中給出的公式僅對長條狀的試樣有效,因此推薦試樣高與寬之比及試樣高與支撐刀口之間距離之比分別為h/b≥1/3.h/L.≤1/4。
6.2.2 不定形耐火材料的試樣尺寸按照GB/T 4513.6相關條款執行。
6.2.3 用游標卡尺測量常溫下試樣中部的長和寬,精確至0.1mm。
6.3 試樣制備
6.3.1 如果已知制品的壓制方向,應保留垂直于壓制方向的一個原磚面做試樣的壓力面,并做標記,而長度方向的其他表面不應有原磚面。如果已知試樣成型時的壓制方向,應在每一塊試樣上標明。
注:建議采用連續凸緣金剛石刀片切割。如果使用齒形凸緣刀片,刀片切出的邊緣常出現破損,因此建議刀片進入的面作為張力面。
6.3.2 不定形耐火材料以試樣成型時的側面做壓力面。
6.3.3 一般情況下,試樣應在110℃±5℃烘干至恒量。對于易水化試樣,應盡可能干切,如需濕切,濕切后用干布將水擦干后立即在鼓風干燥箱內110℃±5℃干燥至恒量;對含炭材料,濕切后立即在鼓風干燥箱內40℃以下干燥至恒量。
6.3.4 對化學結合、焦油結合耐火制品或不定形耐火材料,通常需要經過預處理,預處理條件需經有關方面協商并在試驗報告中注明。
7.1 加熱
7.1.1 試驗溫度應由有關方面商定,推薦使用100℃的倍數(如1000℃,1100℃……),如果需要也可使用50℃的倍數(如1050℃,1100℃……)。
7.1.2 將試樣置于試驗爐內,按試樣材質要求控制試樣周圍氣氛,將試樣加熱到試驗溫度±10℃,升溫速率2℃/min~10℃/min,最好4℃/min~6℃/min。
7.1.3 達到試驗溫度時,將試樣在此溫度下保溫一定時間,以使試樣上溫度分布均勻,溫差不超過±10℃,保溫時間應在試驗報告中注明。
注:對于燒成耐火材料保溫時間一般為30min,對于不燒制品或不定形耐火材料,預處理與保溫時間由有關方面商定。
7.1.4 位于試樣壓力面中心點附近的熱電偶測量的溫度在試驗過程中的波動不應超過±2℃。
7.2 加荷
7.2.1 將試樣對稱地置于下刀口上。
7.2.2 使上刀口在試樣的壓力面中部垂直地均勻加荷,直至斷裂。加荷速率應符合下列規定:
——致密耐火制品:0.15 MPa/s±0.015 MPa/s;
——隔熱耐火制品:0.05 MPa/s±0.005 MPa/s。
7.2.3 記錄試樣斷裂時的最大載荷(Fmax)。
以上為標準部分內容,如需看標準全文,請到相關授權網站購買標準正版。
